

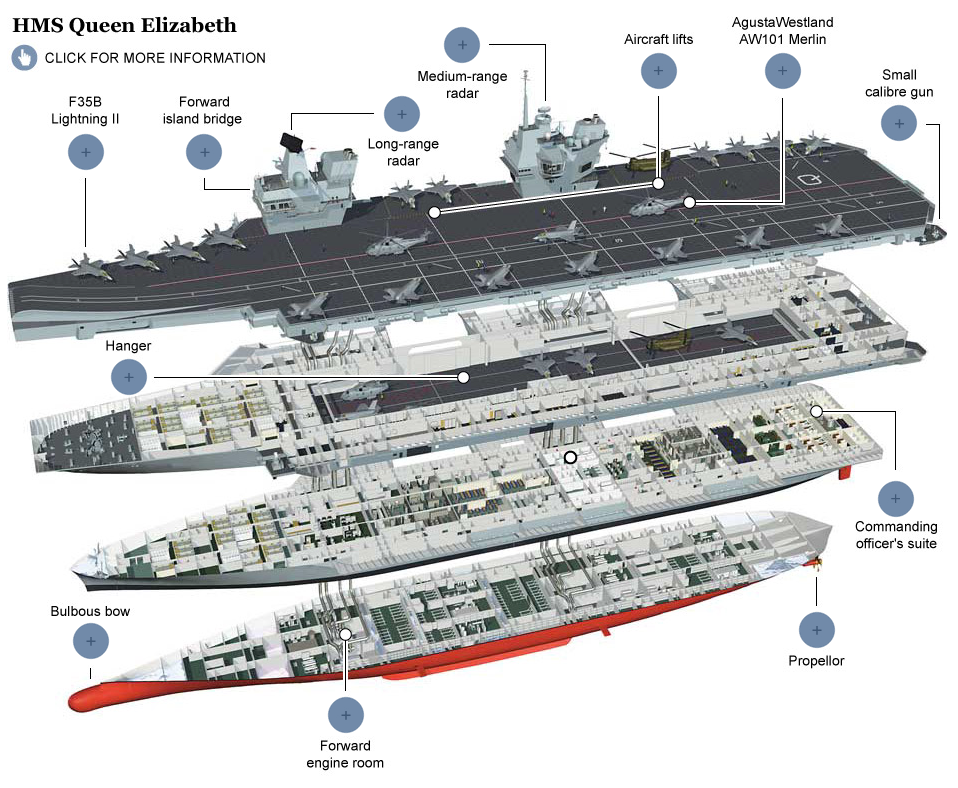
Gli scafi delle navi militari moderne affidano la loro sicurezza a compartimentazioni verticali ed orizzontali molto complesse; ai giorni nostri le sole unità portaerei utilizzano protezioni e strutture corazzate utilizzando materiali compositi ed acciai ad altissimo indice di snervamento.
Gli incrociatori ed i caccia lanciamissili proteggono ampiamente le sole strutture di Comando e controllo.
Il potere penetrante e distruttivo delle armi attuali ha reso inutile ogni ulteriore appesantimento e struttura corazzata.
La storia
La prima proposta pubblicamente registrata di rinfoderare gli scafi delle navi da guerra con uno scudo di metallo fu fatta da Sir William Congreve il 20 febbraio 1805. Una proposta simile fu fatta più tardi nel 1812 da John Stevens, di Hoboken, New Jersey, USA.
John Stevens e i suoi figli intrapresero una serie di esperimenti con i quali determinarono le leggi della penetrazione delle piastre di ferro con palle di cannone e lo spessore massimo della piastra di ferro necessario per resistere a qualsiasi cannone noto all’epoca.
Nel 1842, Robert L. Stevens, uno dei figli di John Stevens, presentò ad un comitato del Congresso USA i risultati di questi esperimenti e un nuovo design di una batteria fluttuante. Questi esperimenti suscitarono un notevole interesse sia negli States che in Europa.
Nel 1814 un francese, il generale Paixhan, ribadì la necessità di corazzare le navi e nel 1845 Dupuy de Lome progettò una fregata corazzata per il governo francese. Queste proposte hanno portarono alla impostazione nel 1854 della corazzata Stevens Battery a Hoboken, seguita in pochi mesi da quattro altre a Tolone e pochi mesi dopo da altre tre in Inghilterra.
Una delle batterie galleggianti francesi fu giustamente chiamata Congreve. L'anno successivo si verificò il primo impiego bellico al quale parteciparono navi corazzate e il bombardamento dei forti di Kinburn nella guerra di Crimea da parte di tre batterie navali della Marina Francese della classe Gloire: Gloire, Invincible e Normandie.
Corazzatura in ferro battuto
L'unico metallo, praticabile e disponibile in quantità in quel periodo era il ferro, lavorato o fuso; tutti gli esperimenti mostravano che il ferro battuto era di gran lunga superiore alla ghisa perché era in grado di fermare i proiettili prima che penetrassero nello scafo. Il ferro battuto fu quindi adottato per uso marittimo, e le prime corazzate furono protette da piastre solide tra i 4 e i 5 pollici di spessore sostenute da 36 pollici di legno massiccio.
Gli esperimenti più costosi furono condotti, specialmente in Europa, dove l'industria del ferro era molto sviluppata, per migliorare il potere di resistenza della corazzatura in ferro battuto. I test furono eseguiti utilizzando lastre laminate, con le lamelle a contatto e con legno; in tutti i casi, le piastre singole davano maggiore resistenza.
Durante la guerra civile la maggior parte delle corazze impiegate sulle navi americane era in ferro battuto laminato per la mancanza di strutture per fabbricare piastre singole di spessore adeguato.
Le proposte per la produzione di corazze temprate sulla superficie furono fatte in anticipo.
Inizialmente queste proposte dovevano affrontare lastre lavorate con ferro colato o raffreddato; questi procedimenti produttivi comportavano una notevole perdita di efficienza.
Nel 1863 un signor Cotchette propose, in Inghilterra, la saldatura di un piatto d'acciaio da 1 pollice in blister ad una piastra di ferro battuto da 3 pollici; e più tardi, nel 1867, Jacob Reese di Pittsburgh, in Pennsylvania, brevettò un composto di cementazione che poteva essere usato per cementare e indurire la piastra della corazzatura.
Gli sforzi per realizzare queste proposte fallirono principalmente perché lo sviluppo generale della metallurgia non era all'altezza del compito.
Va ricordato che il processo di fabbricazione dell'acciaio in un convertitore Bessemer fu sviluppato tra il 1855 e il 1860 e che il processo Siemens-Martin di produrre acciaio in un focolare aperto acido fu sviluppato in Francia e in Inghilterra pochi anni dopo; negli Stati Uniti ciò avvenne diversi anni dopo lo sviluppo tecnologico europeo.
La ghisa fu usata prevalentemente per le fortificazioni terrestri, dove il peso aveva scarsa importanza: come detto sopra, non fu mai stato applicato alle navi militari.
L'esempio più importante di corazza in ghisa fu la famosa torretta di Gruson. Queste torrette erano fatte di altre di ferro di grandi dimensioni, le cui superfici esterne erano di forma oblata-sferoidale. Per la qualità fine del ferro e per il loro grande spessore, queste torrette erano considerate di grande valore e furono ampiamente utilizzate per proteggere le frontiere europee. La prima torretta di Gruson fu testata nel 1868 dal governo prussiano.
Corazza d'acciaio
Nel 1876 la potenza del cannone e la qualità dei proiettili erano molto aumentate tanto che furono necessari circa 22 pollici di ferro per fermare un proiettile di un cannone pesante.
Quell'anno fu messo a punto a La Spezia, un processo che rivoluzionò la produzione delle corazze e che permise una notevole riduzione dello spessore e del peso. In tali prove un piatto in acciaio dolce da 22 pollici, temprato dall'olio prodotto dalla grande ditta francese Schneider et Cie, surclassò ampiamente tutti i suoi concorrenti di ferro. Tale piastra aveva un contenuto del 45% di carbonio, era stata martellata allo spessore richiesto da un lingotto alto circa sette piedi. Il processo di produzione fu tenuto segreto.
Questa piastra d'acciaio, pur possedendo una resistenza balistica superiore, era più incline alla rottura e questo portò al successivo sviluppo reale, che logicamente derivava dagli sforzi per combinare la durezza dell'acciaio nella parte anteriore di un piatto con la durezza del ferro nella sua parte posteriore. L'acciaio utilizzato in queste piastre fu fabbricato nei forni a cielo aperto Siemens-Martin.
Corazza composita
Ne risultò un nuovo tipo di armatura - il tipo composito - i due esempi principali di cui era la piastra composita Wilson Cammel in cui una faccia d'acciaio a cuore aperto era gettato su una piastra posteriore calda in ferro battuto, e la mescola Ellis-Brown piastra in cui una piastra frontale in acciaio è stata cementata su una piastra posteriore in ferro versando tra loro un acciaio Bessemer fuso.
In entrambi questi processi, che erano inglesi, i piatti venivano laminati dopo la composizione. Per i successivi dieci anni non ci fu uno sviluppo particolare nella produzione di corazzature, se non piccoli miglioramenti nella tecnica di fabbricazione; si verificò una grande competizione e molte controversie.
La corazza interamente in acciaio era un semplice acciaio di circa lo 0,30% con lo 0,40% di carbonio, mentre la faccia di acciaio dell'armatura composta conteneva tra lo 0,5% e lo 0,60% di carbonio. Queste due classi di armature, il cui valore comparativo dipendeva in gran parte dall'abilità con cui erano fabbricate, erano circa il 25 per cento superiori al loro predecessore in ferro battuto, vale a dire che un piatto da 10 pollici interamente in acciaio o composto resisterebbe allo stesso energia sorprendente che una piastra di ferro da 12,6 pollici resiste.
Corazza in nichel-acciaio
Un notevole passo avanti avvenne intorno al 1889 quando Schneider introdusse il nichel in una corazzatura interamente in acciaio; con l'avvento della corazzatura in acciaio-nichelato iniziò la completa eliminazione della corazzatura composita.
Il nichel aumentato notevolmente la resistenza e la tenacità dell'acciaio. La quantità di nichel nei primi esemplari di corazze in acciaio nickel variava tra il 2 e il 5 per cento: alla fine si stabilì in circa il 4 per cento.
Più o meno nello stesso periodo, Schneider applicata con successo alle placche corazzate olio e acqua. Dopo la forgiatura sotto un martello e la ricottura, la piastra veniva riscaldata ad un calore di rinvenimento e quindi immersa per una breve profondità in olio; ciò veniva seguito da una temperatura di ricottura a bassa temperatura.
Questi miglioramenti condussero ad un ulteriore aumento di circa il 5% nella resistenza delle corazze; vale a dire, una lastra trattata in acciaio nickel da 10 pollici equivaleva a circa 13 pollici di ferro.
Fu in questa fase di sviluppo che la produzione di corazzature fu intrapresa negli USA dalla Bethlehem Iron Company, sotto la supervisione di John Fritz, e poco dopo dalla Carnegie Steel Company, sotto i brevetti Schneider. Le prime consegne di corazze per le navi Texas, Maine, Oregon e altre.
Le unità di quel periodo erano costruite in acciaio al nichel trattato termicamente, contenente circa lo 0,20% di carbonio, 0,75% di manganese, 0,225% di fosforo e zolfo, e 3,25% di nichel.
Harvey Armor
Nel 1890 il successivo grande miglioramento fu iniziato dall'introduzione del processo Harvey che fu applicato per la prima volta quando una lastra d'acciaio di Creusot da 10.5 pollici fu Harveyized presso il Washington Navy Yard. L'invenzione di HA Harvey di Newark, NJ, consisteva nel cementare (cementare) la faccia di una piastra di acciaio riscaldandola e mantenendola ad una temperatura molto alta (circa quella della ghisa fusa) per due o tre settimane con la faccia da indurire in contatto con composti carboniosi.
Il risultato di questo trattamento fu quello di aumentare il contenuto di carbonio della superficie corazzata tra l'1% e l'1,10%, con una graduale riduzione del contenuto di carbonio sotto la superficie fino a quando l'effetto della carburazione scompariva a una profondità di circa 1 pollice. Più tardi la piastra venne spenta ad olio e poi raffreddata; entrambe le operazioni erano a temperatura uniforme su tutta la piastra, con il risultato che la superficie super carburativa assumeva una condizione molto difficile, mentre la parte posteriore della piastra veniva temprata. In altre parole, la superficie della piastra diveniva molto resistente per il suo alto contenuto di carbonio.
Nel 1887 Tressider brevettò, in Inghilterra, un metodo per migliorare il raffreddamento della superficie riscaldata di un piatto spargendo contro di essa, a pressione, sottili getti d'acqua. Questo metodo produttivo facilitò l'estrazione del calore eliminando l'influenza ritardante dello strato di vapore che altrimenti si sarebbe formato. Questa spruzzatura di acqua fu combinata con il processo di Harvey ottenendo quindi la corazza in acciaio al nichel, cementato, temprato all'olio, spruzzato con l'acqua, indurito sulla superficie, nota come armatura Harveyized o semplicemente corazzatura di Harvey.
Una tipica analisi chimica della corazza Harvey di quel periodo mostrava che il contenuto di carbonio era di circa lo 0,20%, il manganese di circa lo 0,6% e il nickel di circa il 3,25% al 3,50%.
Con l'adozione del processo Harvey la qualità balistica di una piastra poteva essere migliorata riforgiandola dopo la cementazione. Questa forgiatura, con una riduzione dal 10 al 15 per cento di spessore, fu condotta a bassa temperatura. Fu adottata per la prima volta perché forniva una regolazione più precisa dello spessore, un miglioramento della finitura superficiale e una rifinitura della struttura prima del trattamento termico. Questo processo è fu brevettato dal signor Corey della Carnegie Steel Company, con il nome di "doppia forgiatura".
La corazzatura harveyized stabilì immediatamente la sua superiorità su tutti gli altri tipi. Il miglioramento fu pari ad un ulteriore aumento del 15% al 20% della resistenza, 13 pollici di armatura Harvey pari a circa 15.5 pollici di armatura in acciaio nickel.
Krupp Armor
Durante gli anni ottanta, un altro elemento di lega, il cromo, era stato introdotto nei piccoli crogioli di acciaio, e la lega risultante, se opportunamente trattata termicamente, possedeva una grande durezza. I produttori di acciaio, nonostante gli sforzi persistenti, non riuscirono a produrre grossi lingotti di acciaio al nichel-cromo: la società tedesca Krupp risolse il problema intorno al 1893.
Krupp adottò il processo di cementazione per la corazzatura: invece di utilizzare idrocarburo solido come nel processo Harvey, usò un idrocarburo gassoso; il gas illuminante veniva passato a caldo attraverso la superficie della piastra riscaldata. Questa cementazione gassosa fu spesso utilizzata, e gradualmente sostituita dall'uso di idrocarburi solidi. La cementazione gassosa fu utilizzata a Betlemme negli USA nel 1898, ma da allora venne abbandonata e non più utilizzata sulle piastre corazzate americane.
Quasi contemporaneamente Krupp sviluppò un processo di approfondimento dell'indurimento su un lato di una piastra di acciaio cementata. Per fare ciò, il piatto era incassato in argilla o terriccio, con il lato cementato esposto, e quindi la faccia esposta era sottoposta ad un calore molto caldo e rapido. A mano a mano che il calore penetrava gradualmente, la faccia esposta diventava molto più calda della parte posteriore, consentendo così un "decremental hardening" mediante spruzzatura di acqua. Un pezzo di acciaio riscaldato sopra una certa temperatura diventa molto duro se immerso in acqua. Per comodità, chiamiamo questa temperatura certa una temperatura critica. Ora che la faccia della piastra viene riscaldata al di sopra di questa temperatura critica, ci sarà sempre un piano nella piastra alla temperatura critica, e mentre il riscaldamento viene proseguito, questo piano di temperatura critica si sposterà gradualmente verso la parte posteriore, raggiungendo infine la parte posteriore se il riscaldamento dura abbastanza a lungo.
Tuttavia, al piano di temperatura critica è stato permesso di affondare solo tra il 30% e il 40% dello spessore, e quando è stata raggiunta tale posizione, la piastra è stata ritirata in fretta dal forno, messa in un pozzo di spruzzatura e sottoposta a un potente spruzzi d'acqua, dapprima sul lato surriscaldato e un attimo dopo su entrambi i lati, la doppia irrorazione effettuata per prevenire, per quanto possibile, l'ordito che uno spruzzo su un lato produrrebbe.
Questo processo, chiamato indurimento superficiale decrementale, produce una faccia molto dura, tra il 30 percento e il 40 percento dello spessore della lastra, e nello stesso tempo lascia l'altro 60 percento al 70 percento dello spessore nella sua condizione originale dura. Questo metodo di indurimento non comportava necessariamente variazioni del contenuto di carbonio. In altre parole, in questo tipo di indurimento della superficie, la porzione anteriore della piastra è super-indurita a causa della sua temperatura più elevata; la profondità dell'indurimento era soggetta a regolazione, se desiderata.
Il processo di indurimento della superficie della corazza, essendo il trattamento finale, fu applicato dopo che la piastra era stata trattata termicamente aumentandone la resistenza e la duttilità.
Il successo del processo Krupp fu immediato e tutti i produttori di corazze lo adottarono presto. Il processo Krupp fu applicato alle corazze delle navi della US NAVY nel 1900. La maggior parte delle corazze, fino al 1937, erano forgiate utilizzando la procedura della Krupp.
In seguito furono apportati ulteriori leggeri miglioramenti nella tecnica di fabbricazione Krupp.
Fabbricazione di Krupp Cemented Armor (KC)
Essendo il carbonio il principale elemento di tempra, la tendenza naturale fu quello di portare il contenuto di carbonio più alto possibile. Più alto è il carbonio, tuttavia, più difficile diventava la fabbricazione, la placca diventava fragile, rendendola soggetta a screpolature e scheggiature eccessive (distacco di frammenti di superficie) durante i test balistici. L'aggiunta di nichel aumentava la tenacità della placca; il cromo aggiungeva durezza; il cromo rendeva l'acciaio particolarmente sensibile al trattamento termico.
Una tipica analisi chimica di una moderna piastra cementata Krupp era la seguente:
- Carbonio .35
- Nickel 3.90
- Chrome 2.00
- Manganese .35
- Silicio .07
- Fosforo .025
- Zolfo .020.
A questo proposito è interessante notare che quando l'armatura KC fu introdotta per la prima volta negli Stati Uniti, le piastre avevano circa lo 0,27 per cento di carbonio, il 3,75 per cento di nichel e l'1,75 per cento di cromo. L'aumento di carbonio e cromo e la maggiore resistenza della moderna armatura KC erano indicativi del miglioramento delle abilità metallurgiche.
Un processo moderno di fabbricazione poteva essere riassunta brevemente come segue:
- La carica della ghisa e del minerale, o della ghisa e del rottame veniva fusa in un forno basico di base e quindi versata in uno stampo di ferro o di sabbia;
- Il lingotto, ancora caldo, veniva strappato dallo stampo, pulito e preparato per la forgiatura;
- Il lingotto veniva quindi riscaldato e forgiato sotto una pressa idraulica entro circa il 15% dello spessore finale. La forgiatura riduceva il lingotto a circa un terzo del suo spessore precedente. La segregazione delle impurità nella parte superiore centrale veniva scartata tagliandola;
- La forgiatura veniva ricotta per produrre una condizione parzialmente fibrosa della microstruttura per impedire la fessurazione nel raffreddamento e per eliminare le deformazioni dovute alla forgiatura;
- Si otteneva quindi super-carburato. Il tempo richiesto per questo passaggio variava con la dimensione della forgiatura; grandi forgiati richiedevano da 10 a 14 giorni;
- Si riscaldava, fino allo spessore finale per eseguire la ricottura;
- Diversi trattamenti termici potevano seguire per sviluppare le proprietà fisiche appropriate;
- La forgiatura veniva successivamente lavorata alle dimensioni approssimative.
- Veniva quindi riscaldato e formato;
- La superficie frontale veniva riscaldata al di sopra della temperatura critica, in base alla profondità del freddo desiderato e indurita dall'irrorazione con olio o acqua;
- Dopo il riscaldamento basso, la curvatura della piastra veniva rettificata;
- La piastra veniva lavorata alle dimensioni finite.
Armatura non cementata di Krupp
Dall’esame dell'indurimento decrementale applicato all'armatura KC, si rileva che una lastra poteva essere indurita previa cementazione. La superficie cementata era molto più soggetta a lacerazione e fessurazione durante la forgiatura e la piegatura o formatura; una condizione che rendeva più difficile la fabbricazione di lastre sottili rispetto a quelle spesse.
Questi fatti portarono la Bethlehem Steel Company a intraprendere la fabbricazione di corazze con il processo generale Krupp senza cementazione. Più tardi la Midvale Steel Company adottò la stessa idea. Tale armatura era generalmente chiamata armatura Krupp non cementata o KNC. Nella struttura questa corazza differiva notevolmente dall'armatura KC. Per esempio, vi era una differenza nella composizione chimica, in quanto, mentre il carbonio e il cromo potevano essere leggermente più elevati, il nichel poteva essere uguale o inferiore rispetto all'armatura KC.
La corazzatura non cementata aveva caratteristiche simili balisticamente alla corazza KC, ma aveva una sfortunata tendenza a scheggiare, sia sull'impatto proiettile che sullo sforzo interno. Questa difetto portò all'abbandono del processo dopo alcuni anni di utilizzo. Un'analisi tipica mostra carbonio alto come 0,5%, con nichel a 3,5% e cromo a 2,30% a 2,50%.
Riepilogo dello sviluppo dell'armatura
Dalla recensione precedente si evince che ad ogni cambio di processo produttivo delle corazze veniva aggiunto qualcosa; la corazza moderna manteneva tutti gli elementi essenziali di ogni prodotto successivo.
In primo luogo, per uso marittimo, si utilizzò la semplice corazzatura in ferro battuto, che è stata successivamente sviluppata in ferro-acciaio. Quindi la corazza interamente in acciaio e quella composita migliorata con l'aggiunta di nichel. Quindi si ottenne una struttura omogenea, fu introdotto il cromo e lo sviluppo della tempra decrementale applicata alle placche cementate e non cementate.
La produzione di corazze efficienti richiedeva non solo un'elevata qualità dell'abilità metallurgica, ma anche strumenti e attrezzature costosi. I vari miglioramenti nella qualità e nella fabbricazione furono strettamente correlati alle invenzioni e scoperte della metallurgia per quanto riguarda la crescita commerciale dell'industria siderurgica in generale. Frequentemente i miglioramenti generali apportati dall'ingegnere chimico metallurgico hanno aperto nuove prospettive ai progettisti.
Corazze Classe “A”
Il termine generale armatura Classe A FU applicato, nella Marina Usa, a tutte le corazze temprate in superficie, sia con il sistema Krupp cementato che Krupp non cementato.
Test balistici
Durante la produzione delle corazze, i processi vengono osservati per assicurare uniformità nella procedura e nel prodotto. Le analisi chimiche sono fatte per assicurare l'omogeneità nel metallo, e i campioni vengono estratti dalle estremità delle piastre per determinare l'uniformità delle proprietà fisiche. Infine, dopo l'indurimento dell'acqua, i frammenti chiamati tagliandi vengono staccati dagli angoli diagonalmente opposti, in modo che possa essere effettuato un esame microscopico della struttura interna.
Le piastre sono disposte in "gruppi", ciascuna contenente da 600 a 1.200 tonnellate, e dopo l'indurimento dell'acqua una piastra viene selezionata dal gruppo, inviata al terreno di prova e lì testata balisticamente. Se il test ha successo, il gruppo è passato al completamento; in caso di insuccesso, il gruppo viene rifiutato per il ritrattamento. Il test balistico consiste, al momento, nel sottoporre la placca al normale impatto di due proiettili principali di calibro AP a velocità specificate, la velocità che dipende dal calibro della placca e dalla dimensione del proiettile.
Nel testare e sperimentare con la corazza, vengono sviluppate enormi energie. La struttura a cui è applicata la piastra deve poter sopportare grandi forze. Tali strutture sono chiamate calci piatto.
Particolare attenzione deve essere prestata nel condurre tutti i test di impatto per eliminare, per quanto possibile, tutti i movimenti della piastra attaccata o, in altre parole, per preservare la rigidità della struttura nel suo complesso. Ciò è particolarmente vero quando le placche vengono attaccate ad altri angoli rispetto al normale, poiché in tali casi possono esserci le più potenti spinte di estremità che, se incontrollate, consentono il movimento finale e quindi sottopongono il proiettile a "frusta" incontrollata e rendono nullo il valore del test.
I due scatti richiesti per il test balistico di routine hanno lo scopo di determinare se gli attuali metodi di produzione del produttore, in generale, e il gruppo rappresentato, in particolare, sono conformi allo standard richiesto. Stabilita questa condizione e stabilita l'accettabilità del gruppo, è consuetudine attaccare la piastra con uno o due colpi aggiuntivi per determinare il suo preciso limite balistico. Per determinare questo limite balistico, la velocità dell'impatto viene aumentata fino a quando la penetrazione non è quasi sicura. Il personale esperto può, con l'armatura ordinaria, generalmente garantire questo risultato (dopo due colpi di prova balistici) in altri due colpi, e talvolta anche con un solo colpo.
Nello sperimentare e testare le corazzature il limite balistico è il valore significativo. Esaminando sempre attentamente le piastre che danno la maggiore resistenza, si possono ricavare gli standard generali.
Penetrazione delle corazze
Agli albori delle corazze navali si svolse una discussione approfondita sull'eventualità che la corazza potesse essere indebolita con la “punzonatura" che fu sperimentata per mezzo di una palla solida molto grande sparata a bassa velocità e che provocò l’espulsione di placche d’acciaio dal lato della nave, esponendo quindi le strutture vitali della nave; la perforazione fu ottenuta utilizzando proiettili allungati, ad alta velocità, che provocarono la perforazione e l’eventuale perdita della nave. Questa discussione trova la sua eco in controversie più recenti riguardanti i proiettili perforanti ad alta capacità. Nella Guerra Mondiale fu definitivamente dimostrato che i colpi decisivi erano quelli fatti da proiettili perforanti.
La funzione principale della corazzatura applicata alle navi militari è quindi quella di impedire, per quanto possibile, la penetrazione di un proiettile all’interno della struttura vitale di una nave. L'uso di cannoni che utilizzano proiettili di grande peso, la richiesta di maggiore velocità e il conseguente sacrificio nella protezione e la probabile obliquità dell'impatto stanno gradualmente richiamando l'attenzione sull'attacco dirompente e devastante.
Nelle navi militari la cintura corazzata era la fascia di corazzatura che cingeva i fianchi della nave all'altezza della linea di galleggiamento, posta a protezione della nave dai colpi d'artiglieria in arrivo orizzontalmente.
La cintura, posta all'interno o all'esterno dello scafo, era tipicamente installata su navi da battaglia, incrociatori da battaglia e incrociatori; ai nostri giorni è ancora utilizzata (usando acciai, kevlar ed altri materiali), sulle portaerei strategiche.
Questo tipo di corazzatura era progettata per scongiurare la penetrazione di proiettili nel cuore della nave da guerra: quando era colpita da una granata d'artiglieria o da un siluro, la cintura assorbiva sia l'impatto che l'esplosione grazie al suo elevato spessore e robustezza, oppure sfruttava la sua inclinazione per deviare il proiettile e l'esplosione verso il basso.
Tipicamente, la corazza di cintura principale proteggeva la nave da guerra dal suo ponte principale arrivando ad una certa distanza al di sotto della linea dell'acqua; se, invece, era installata all'interno dello scafo, veniva inclinata per incrementare la protezione. La parte al di sotto della linea di galleggiamento veniva detta "cintura rastremata", mentre la parte superiore alla cintura corazzata vera e propria costituiva la fascia alla murata.
Lo spessore della corazzatura era massima in corrispondenza del ridotto centrale della nave per poi degradare fuori dal ridotto sia verso prua che verso poppa. Nella maggior parte delle navi da battaglia lo spessore della cintura corazzata andava dai 320 mm ai 350 mm, ma nelle Yamato giapponesi tale spessore raggiungeva i 410 mm mantenendosi inoltre costante lungo tutto lo sviluppo della cintura corazzata.
Le paratie anti-siluro
Spesso le piastre della cintura corazzata principale erano integrate con una paratia anti-siluro, distanziata di parecchi metri dietro la cintura stessa, progettata per mantenere l'integrità stagna della nave anche se la cintura principale fosse penetrata. Inoltre, gli spazi esterni attorno alla cintura principale in alcuni modelli di navi erano riempiti con serbatoi contenenti liquidi come olio combustibile, acqua di mare o acqua dolce: i liquidi in questi serbatoi assorbivano o disperdevano gran parte della forza esplosiva di testate e proiettili. In altri progetti, gli spazi esterni erano stati lasciati vuoti, consentendo a una parte dell'esplosione iniziale di dissiparsi, mentre gli strati liquidi interni avrebbero assorbito i frammenti e diffuso l'onda d'urto su una superficie più ampia. Per far fronte alla perdita dai serbatoi e all'acqua di mare in entrata, una paratia blindata impediva al liquido di passare in altre parti della nave.
Durante un combattimento, una nave da guerra poteva essere danneggiata pesantemente sott'acqua non solo da siluri, ma anche da proiettili di artiglieria navale di grosso calibro che cadevano in mare molto vicino alla nave bersaglio. Tali proiettili, in particolare i proiettili perforanti, potevano attraversare un breve tratto d'acqua, colpire la nave da guerra al di sotto della sua linea di galleggiamento e detonare in tale posizione, con un effetto distruttivo simile a un siluro. Per migliorare la protezione contro simili colpi, si aggiunse uno spazio d'aria tra la cintura e lo scafo per aumentare la galleggiabilità della nave da guerra.
Cintura corazzata sottile
Alcuni tipi di navi da guerra avevano una cintura corazzata più sottile di quella effettivamente necessaria per la protezione dai proiettili. Questa soluzione era implementata su incrociatori da battaglia, navi da battaglia e portaerei in quanto riduceva il loro peso aumentandone così accelerazione e velocità. Un altro motivo era quello di rispettare le restrizioni del trattato navale di Washington sul dislocamento della navi da guerra.
Uno di questi metodi era la "corazzatura tutto o niente", in cui la cintura corazzata era eliminata da aree ritenute non vitali per il funzionamento della nave in battaglia. L'agilità ottenuta da tali processi era un grande vantaggio per le navi da guerra offensive che cercavano di portare rapidamente il loro potere di attacco sul nemico.
Per quanto riguarda le portaerei, la manovrabilità era sfruttata durante il lancio e il recupero degli aeromobili. Poiché gli aerei decollano e atterrano più facilmente quando volano nel vento, le portaerei accelerano in modo da raggiungere un'opportuna velocità in entrambi i casi, rendendo il decollo e l'atterraggio più sicuri e semplici.
Per questo quasi tutte le grandi portaerei avevano una velocità di 30 nodi o più: per esempio, le USS Lexington e USS Saratoga, la seconda e terza portaerei a entrare nella U.S. Navy nel 1927.
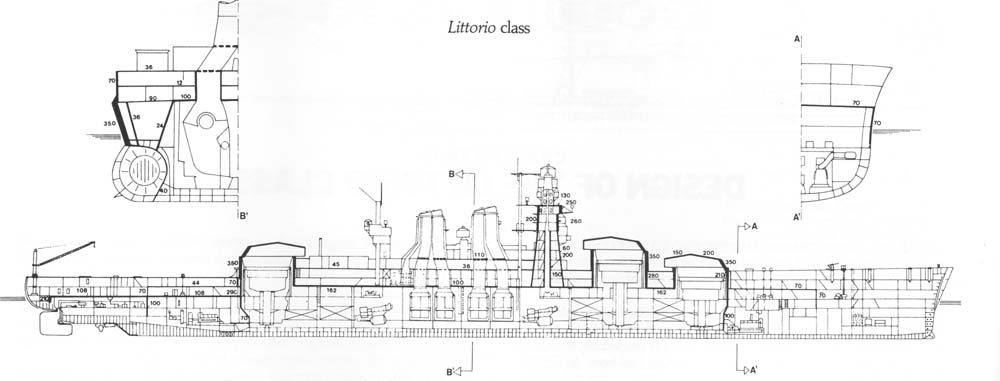
Sistema di protezione subacquea “PUGLIESE”
Il sistema di protezione subacquea denominata cilindri assorbitori modello Pugliese consisteva in una "struttura ad assorbimento" costituita da grossi cilindri di scarsa resistenza, contenuti in una struttura molto più resistente e prendeva il suo nome dall'ingegnere e generale del Genio Navale Umberto Pugliese che fu il progettista di tale sistema.
La protezione consisteva in due lunghi cilindri deformabili, di 3,80 m di diametro (massimi) e 120 m di lunghezza (massimi), collocati all'interno di una paratia piena in una intercapedine tra lo scafo interno e la murata esterna, e riempiti con acqua, che in caso di esplosione di un siluro o di una mina, ne avrebbe attenuato la potenza d'urto che sarebbe stata distribuita in tutte le direzioni disperdendosi all'interno del cilindro e diminuendo i relativi danni.
L'efficacia di tale protezione rimane controversa, dalle vicende della seconda guerra mondiale sembrerebbe che questo sistema riuscisse ad assorbire adeguatamente le esplosioni se i cilindri erano di dimensione massima, nelle unità minori e dove (estrema prua, estrema poppa) le dimensioni venivano ridotte, talvolta notevolmente, il sistema diventava poco efficiente.
Il sistema venne adottato per la prima volta nella ricostruzione delle Cavour e sarebbe stato adottato in seguito anche nella ricostruzione delle Duilio e nella costruzione delle corazzate della Regia Marina Italiana classe Littorio.
(Web, Google, Wikipedia, You Tube)

Sezione della corazzata ROMA
































































Fantastico lavoro. Finalmente un po di tecnica! Queste tavole, raccolte assieme, sono utilissime per conoscere e comparare.
RispondiElimina